Pattern making is a foundational step in the investment casting process. Our skilled craftsmen, combined with advanced technology, ensure the creation of precise, high-quality wax patterns that serve as blueprints for our customers’ components. By meticulously designing and fabricating these patterns, we guarantee accurate dimensions and superior finish, setting the stage for reliable and efficient production.
Wax injection is performed using modern semi-automatic wax injection presses. Wax conditioning tanks are utilized for homogeneous wax mixing and temperature control. Assembly is conducted with environmentally friendly and safe miniature torches. Wax is recycled through a well-equipped wax recycling plant.
Centralized Air-Conditioned Area
Vertical Injection Press Machines: 02 Nos, 35 Ton Capacity
Horizontal Injection Press Machines: 04 Nos, 30 Ton Capacity
Separate Pattern Assembly Area
Shelling
Critical primary sand coating is carried out using a modern Rainfall Sander. The best available ceramic sand is used for both primary and secondary shelling without compromising on quality. For proper curing, temperature and humidity are controlled, along with forced air circulation in the shell drying rooms.
Centralized Air-Conditioned Area
Primary/Secondary Coating: Dedicated separate rooms
Back-up Coating Area: Separate room
Controlled Atmosphere: Temperature, Humidity, Air flow & Dust Control.
Separate centralised AC unit and Dehumidifiers for each room
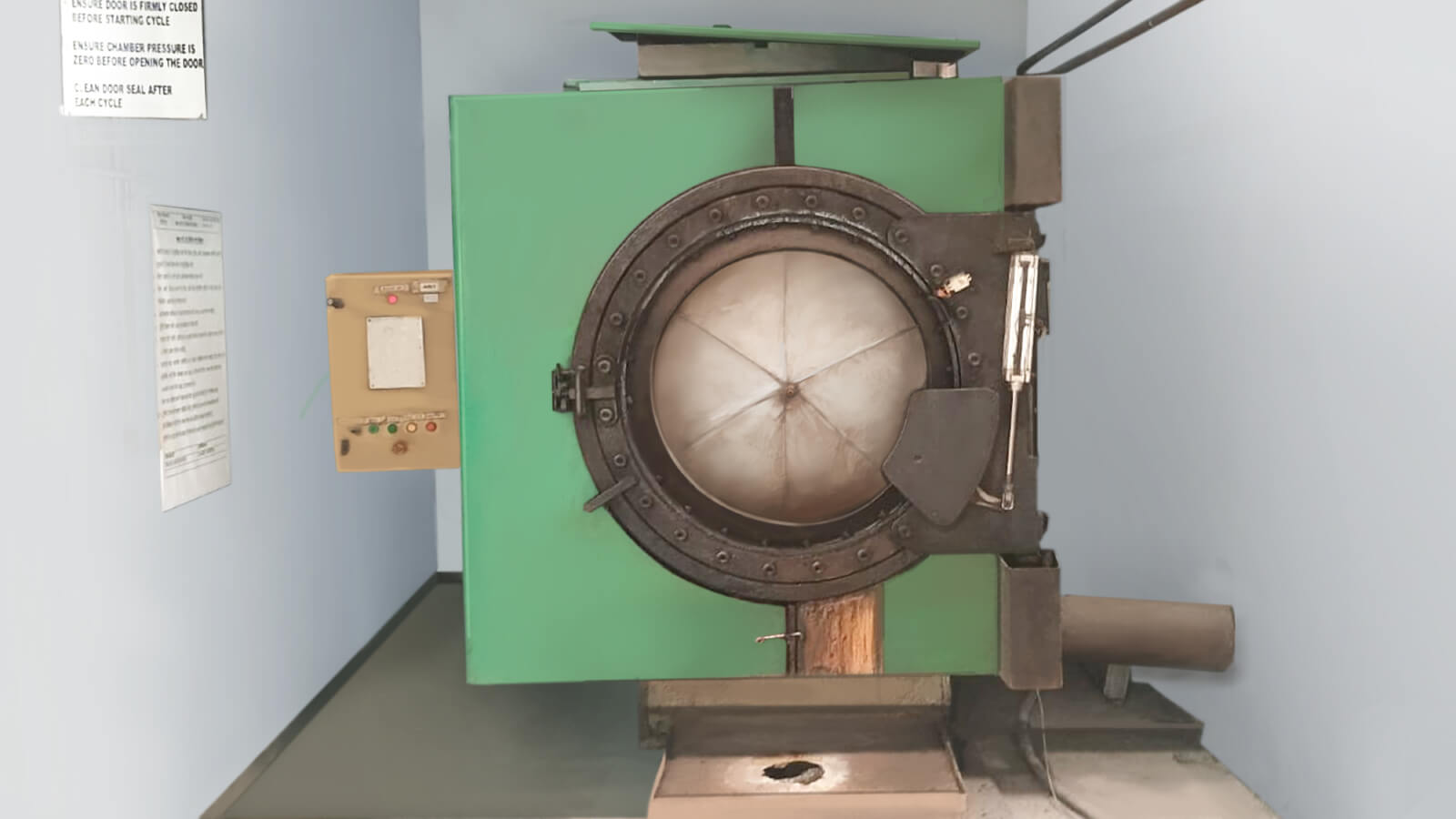
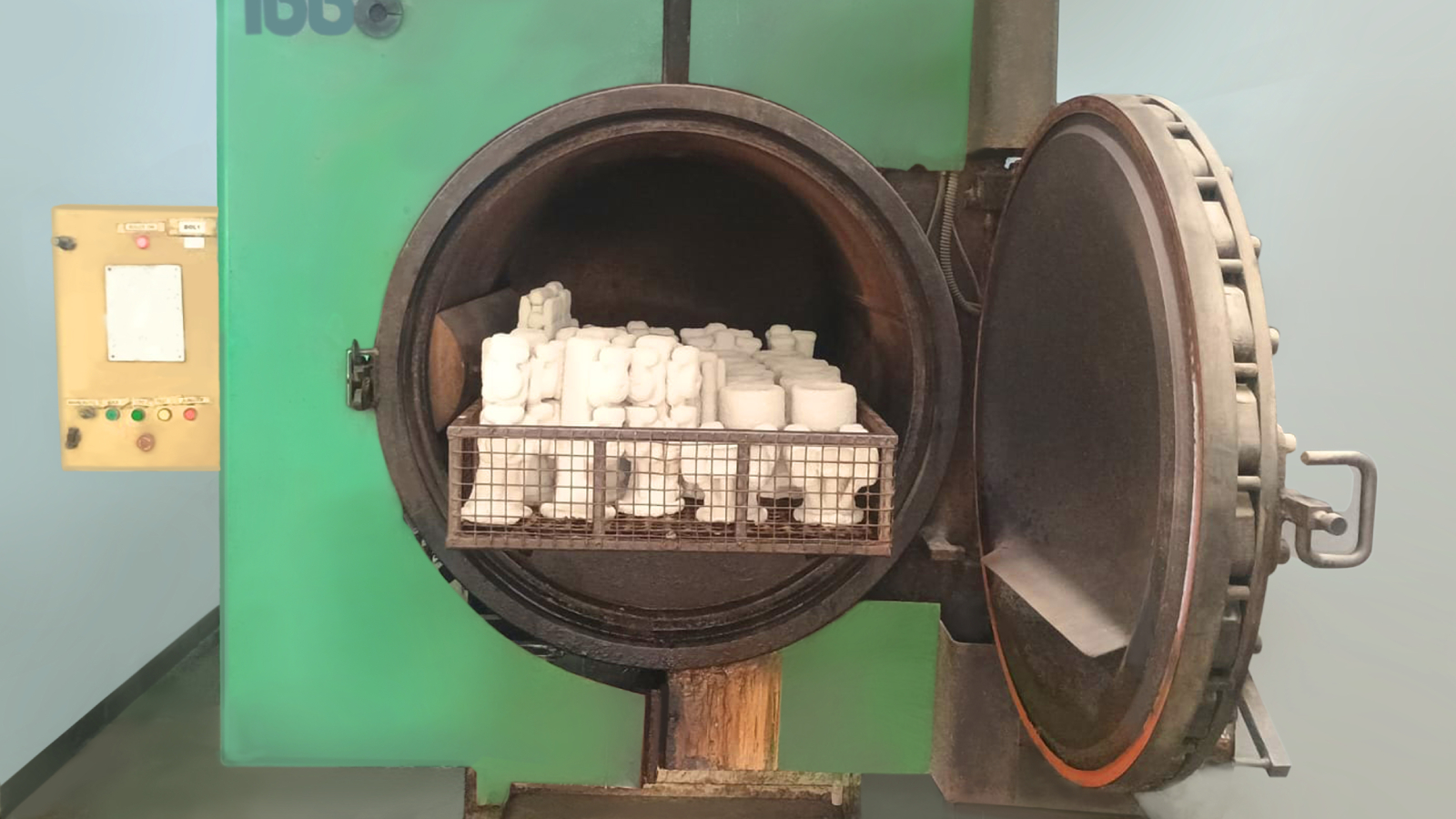
De-waxing
Wax is removed in a state of the art LBBC-UK Make Autoclave. Automatic cycles are set for complete dewaxing of the shells. Wax is further re-cycled with in-house “wax-recycling unit” and further it is discarded as per Pollution control norms.
Melting
Ceramic shells are preheated in an environmentally friendly, modern shell-firing furnace to ensure uniform and optimal sintering of the shells. At GIPL, the melting and casting processes involve advanced techniques to heat metal alloys to precise temperatures before casting them into intricate molds, creating components with exact specifications.
250 KW Indopower furnace with 300 kg and 150 kg crucibles
175 KW Inductotherm furnace with 250 kg, 150 kg, and 50 kg crucibles
Heat Treatment
Castings are heat-treated using a well-equipped heat treatment furnace and a state-of-the-art quenching facility. The heat treatment process is monitored and recorded with an electronic data logger. Our experienced metallurgists provide solutions to meet material strength, machining, and forming requirements by adjusting the heat treatment cycles.
Muffle Furnace – 1200°C for sampling/qualification
Electric Coil Pit-Type Furnace for mass production – 1-ton capacity
Data Logger for cycle recording
Jib Crane for loading/unloading to furnace
Water Tank for quenching
Oil Tank for quenching
Fettling
Fettling and finishing at GIPL involve the process of cleaning and refining cast metal components to achieve precise specifications and a high-quality surface finish. This ensures that the final products meet stringent standards for both aesthetics and functionality, contributing to their overall performance and durability in various applications.